
Page 8 - MILLING CATALOG p095-186
P. 8
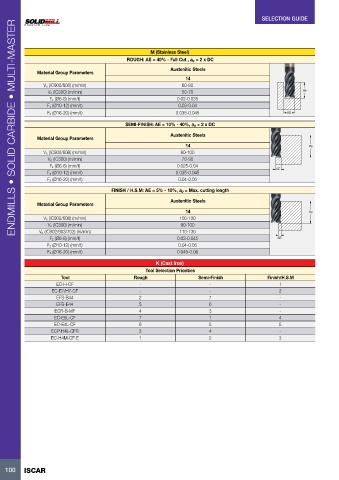
ENDMILLS • SOLID CARBIDE • MULTI-MASTER Material Group Parameters M (Stainless Steel) SELECTION GUIDE
ROUGH: AE = 40% - Full Cut , ap = 2 x DC
Vc (IC900/608) (m/min) ap
Vc (IC300) (m/min) Austenitic Steels
Fz (Ø6-8) (mm/t) AE
Fz (Ø10-12) (mm/t) 14
Fz (Ø16-20) (mm/t) 60-80 ap
50-70
Material Group Parameters 0.02-0.035 AE
0.03-0.04
Vc (IC900/608) (m/min) 0.035-0.045 ap
Vc (IC300) (m/min)
Fz (Ø6-8) (mm/t) SEMI-FINISH: AE = 10% - 40%, ap = 2 x DC AE
Fz (Ø10-12) (mm/t)
Fz (Ø16-20) (mm/t) Austenitic Steels Finish/H.S.M
1
Material Group Parameters 14 2
80-100 -
Vc (IC900/608) (m/min) 70-90 -
Vc (IC300) (m/min) 0.025-0.04 -
0.035-0.045 4
Vc (IC902/903/702) (m/min) 0.04-0.05 5
Fz (Ø6-8) (mm/t) -
Fz (Ø10-12) (mm/t) FINISH / H.S.M: AE = 5% - 10%, ap = Max. cutting length 3
Fz (Ø16-20) (mm/t)
Austenitic Steels
Tool
EC-H-CF 14
EC-E7/H7-CF 100-120
EFS-B44 90-100
EFS-E44 110-130
ECR-B-MF 0.03-0.045
EC-E5L-CF 0.04-0.05
EC-E4L-CF 0.045-0.06
ECP-H4L-CFR
EC-H4M-CF-E K (Cast Iron)
Tool Selection Priorities
Rough Semi-Finish
--
--
27
56
43
71
65
34
12
100 ISCAR