Když na přelomu minulého století poprvé uvedla společnost ISCAR svou nástrojovou řadu MULTI-MASTER na trh, mělo to významný dopad na svět řezných nástrojů. Systém MULTI-MASTER byl založen na třech hlavních principech: čelní kontakt mezi karbidovou hlavicí a stopkou nástroje, vystředění hlavice díky krátkému kuželu a upnutí hlavice ve stopce pomocí závitového spojení. A právě závit na každé hlavici umožnil rychlou a jednoduchou výměnu hlavice a vytvořil z takového systému snadno použitelný nástroj, který je charakterizován heslem „bez potřeby seřizování“. Vyměnitelné hlavice, opatřené závitovým spojením, se proto rychle staly oblíbenými a začaly se používat v dalších různých nástrojových systémech a sestavách a rychle se staly nástrojovým standardem.
Zpočátku byla řada nástrojů MULTI-MASTER určena výhradně pro frézování v průmyslu výroby forem a zápustek. Brzy poté se systém MULTI-MASTER rozšířil i do ostatních průmyslových odvětví, jako jsou: automobilový, letecký a všeobecný strojírenský průmysl. Frézování však nadále zůstává hlavní aplikací této řady. Nově se však začala používat i k vrtacím aplikacím. Řada MULTI-MASTER se postupem času výrazně rozšířila a pokrývá širokou škálu aplikací, které nyní zahrnují i hlavice pro vrtání, zahlubování a srážení hran otvorů. Není tedy divu, že za více než dvě desítky let existence úspěšného systému MULTI-MASTER přibyla i řada nástrojů pro obrábění otvorů.
Existují dva typy vyměnitelných karbidových hlavic MULTI-MASTER. První typ je tvarově podobný vícebřitému monolitnímu stopkovému nástroji, ale liší se délkou pracovní části a výrazně celkovou délkou. Vyšší počet břitů je mnohem příznivější a činí chod nástroje mnohem stabilnější a také produktivnější. Hlavice prvního typu se vyrábějí z válcových polotovarů broušením na požadovaný tvar. Hlavice druhého typu jsou vyráběny lisováním karbidových prášků a slinováním a svůj konečný přesný tvar získávají pomocí broušení. Hlavice tohoto typu mají pouze dva břity a vyznačující se vysokou pevností. To umožňuje použít vyšší hodnoty posuvu na zub v porovnání s hlavicemi prvního typu. Moderní technologie lisování prášků umožňuje výrobu rozmanitých složitých geometrických tvarů hlavic MULTI-MASTER.
Hlavice se montují na upínací stopku, která může být i v integrálním provedení (vč. upínače) nebo jsou součástí sestavy složené ze stopky, prodloužení nebo redukce. Stopka je rotační nástroj ve válcovém provedení nebo má kuželový profil a nic nebrání bezproblémovému odchodu třísek. Vrtací hlavice MULTI-MASTER jsou vhodné pro výrobu relativně mělkých otvorů. To může představovat jisté omezení, avšak při potřebě vyvrtat krátký otvor, kdy tvar obrobku nebo upínacího přípravku vyžaduje nástroj s velkým vyložením, je nástroj MULTI-MASTER s dlouhým dosahem o dost tužší ve srovnání s konvenčním vrtákem.
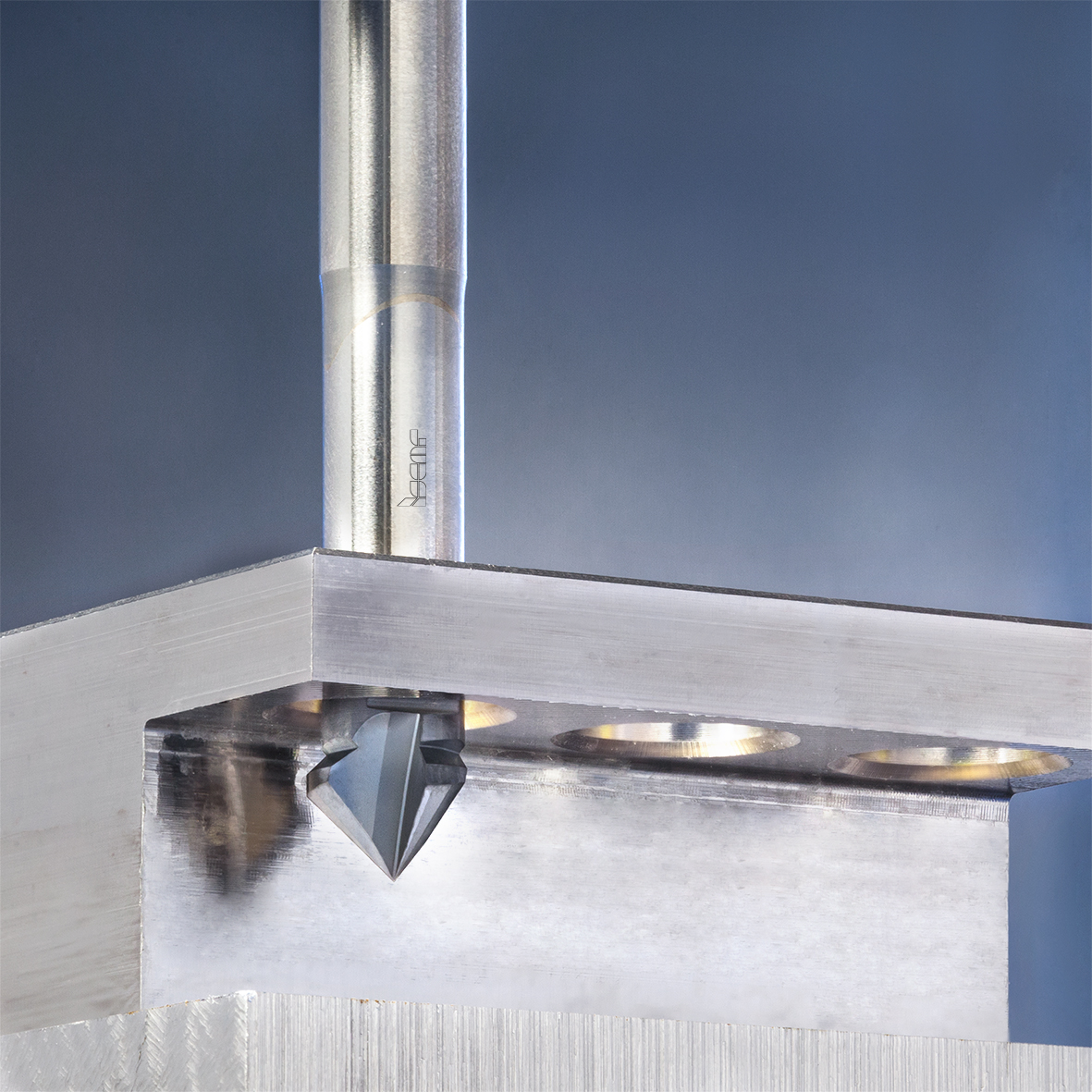
Dvoubřité hlavice MM HCD jsou extrémně všestranné a jsou dostupné s různými úhly špičky: 60°, 80°, 90°, 100° a 120°. Lze je použít pro širokou škálu aplikací, jako jsou např.: navrtávání, vrtání pilotních otvorů, srážení hran a zahlubování pro zapuštěné šrouby, šrouby a nýty podle norem ISO/DIN/ANSI. V případě nutnosti sražení hrany z obou stran průchozího otvoru, nabízí ISCAR tříbřitou hlavici MM EDF (viz obr. 1), která výrazně napomáhá zvýšit produktivitu.
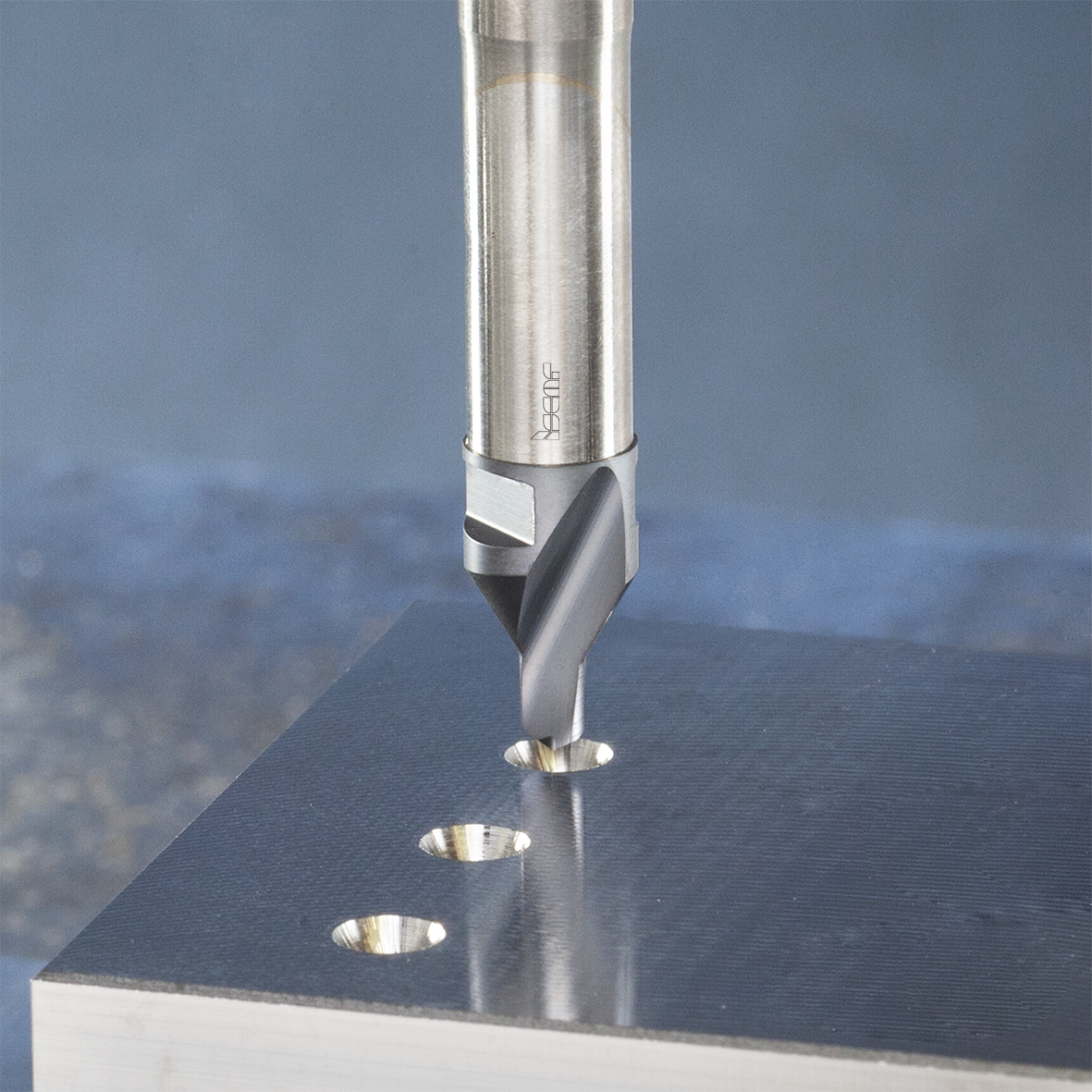
Obrábění za použití středících vrtáků je jednou z nejčastějších vrtacích operací. Středící vrtáky z rychlořezné oceli byly v minulých letech běžně používanými a cenově dostupnými nástroji. Nové karbidové středící vrtací hlavice MULTI-MASTER MM ECS (viz obr. 2) společnosti ISCAR si získaly velkou oblibu tím, že poskytují dlouhou životnost a produktivitu nástroje, a to i při náročných řezných podmínkách. NC navrtáváky jsou také běžně používané nástroje. Tyto nástroje se vyznačují malou hloubkou řezu a používají se především na CNC strojích pro vrtání pilotních otvorů pro vrtáky s více než 8 × D bez nutnosti použití vodicích pouzder. Pro toto řešení nabízí ISCAR hlavice MULTI-MASTER MM ECD (viz obr. 3). Geometrie této hlavice velmi účinně zabraňuje kmitání nástroje při počátečním pronikání do materiálu. Navíc díky úhlu špičky 90° mohou být hlavice použity i pro srážení hran otvorů.
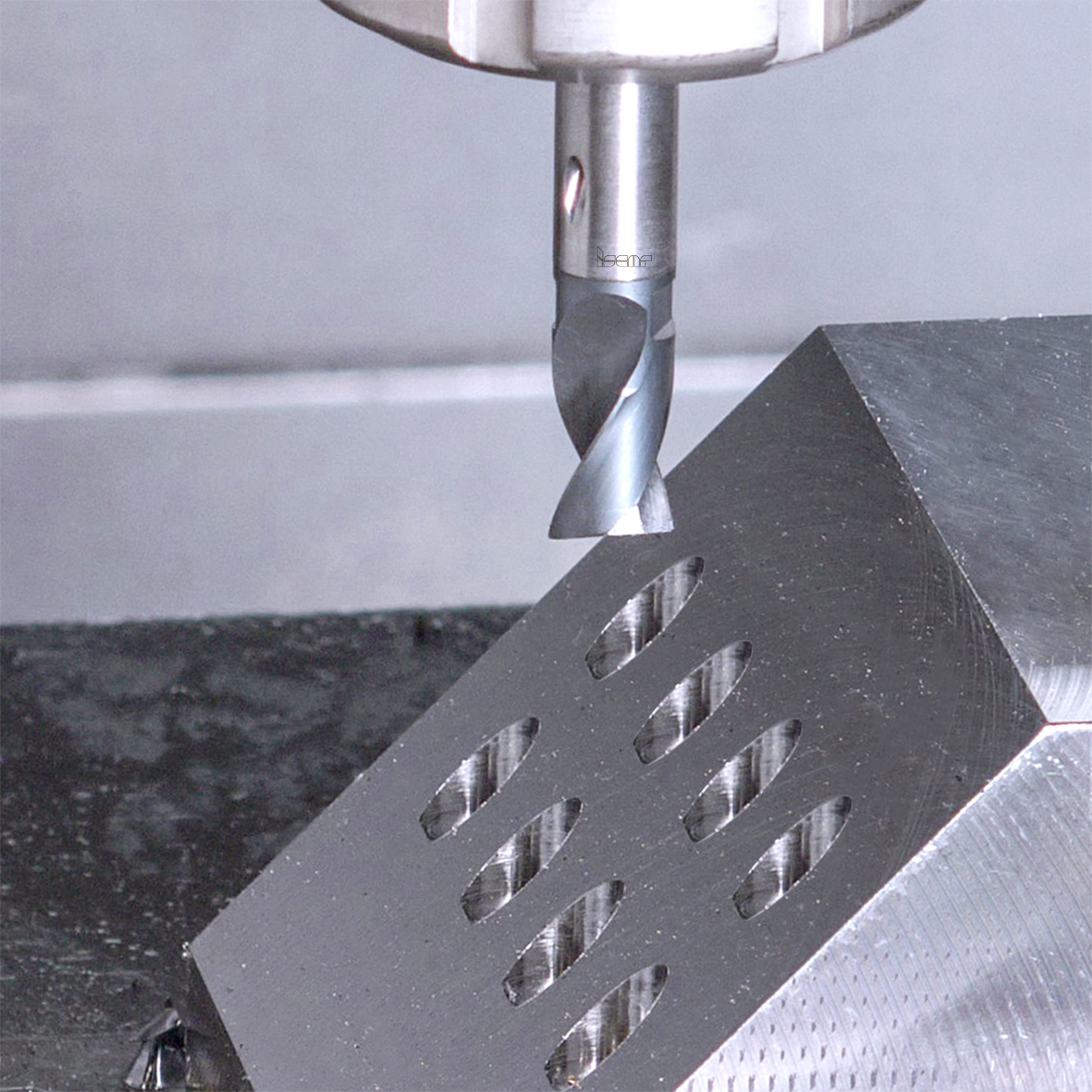
Požadavky na výrobu otvorů s rovným dnem jsou také poměrně běžné. Pro takové případy nabízí ISCAR dvoubřité karbidové hlavice MULTI-MASTER MM ECDF s plochým čelem. S těmito hlavicemi je možné vrtat otvory s rovným dnem až do hloubky 1,2 × D. Hlavice umožňují vrtat i do šikmých ploch (viz obr. 4). V posledních desetiletích se systém MULTI-MASTER rychle rozšířil a stal se velmi oblíbeným a spolehlivým ekonomickým nástrojem. Pole použití se stále rozšiřuje o nové a nové hlavice. V současné době ISCAR nabízí více než 40 000 kombinací sestavení nástroje a zdaleka se již nejedná jen o frézovací aplikace. Ekonomičnost a šetrnost vůči životnímu prostředí je další nespornou výhodou, zvláště v době, kdy se svět potýká s velkým nedostatkem surovin. Nulové seřizovací časy po výměně hlavice přímo ve stroji jsou dalším benefitem.